CNCтіатиЦ жЂјуеІ сѓисЃБсЃЋсЃѕжЃетЊЂ
У╗И жЃетЊЂ ТюђсѓѓТ│еТќЄсѓњтЈЌсЂЉсЂЪУБйтЊЂсЂ«1сЂцсЂДсЂЎсђѓ сЂ«ТДІжђасЂФт┐юсЂўсЂд У╗И сђЂ тЁЅУ╗ИсђЂсѓ╣сЃєсЃЃсЃЌУ╗ИсђЂуЅ╣Т«іУ╗ИсЂ«3сЂцсЂ«сѓ┐сѓцсЃЌсЂФтѕєжАъсЂДсЂЇсЂЙсЂЎсђѓ сЂЮсѓїсѓЅсЂ«тй╣тЅ▓сЂ»сђЂсѓ«сѓбсђЂсЃЎсЃФсЃѕсЃЏсѓцсЃ╝сЃФсђЂсЂЮсЂ«С╗ќсЂ«сЃѕсЃЕсЃ│сѓ╣сЃЪсЃЃсѓисЃДсЃ│сѓњсѓхсЃЮсЃ╝сЃѕсЂЎсѓІсЂЊсЂесЂДсЂЎ жЃетЊЂ сЃѕсЃФсѓ»сЂЙсЂЪсЂ»жЂІтІЋсѓњС╝ЮжЂћсЂЌсЂЙсЂЎсђѓ
жџјТ«хуіХсЂ«тіатиЦТіђУАЊ У╗И сѓѕсѓітЁИтъІуџёсЂДсЂѓсѓісђЂ сѓ│сЃ│сЃєсЃ│сЃёсЂ«сЂ╗сЂесѓЊсЂЕсЂетЪ║ТюгуџёсЂфсЃФсЃ╝сЃФ У╗И жЃетЊЂтіатиЦсђѓС╗ЦСИІсЂ»С╝ЮжђЂсѓњСй┐ућесЂЌсЂЙсЂЎ У╗И т░јтЁЦсЂЎсѓІСЙІсЂесЂЌсЂдТИЏжђЪсѓ«сѓбсЃюсЃЃсѓ»сѓ╣сЂФ СИђУѕгуџёсЂфсѓ╣сЃєсЃЃсЃЌсЂ«тЄдуљєТіђУАЊ У╗И сђѓ
1сђѓ жЃетЊЂтЏ│УДБТъљ
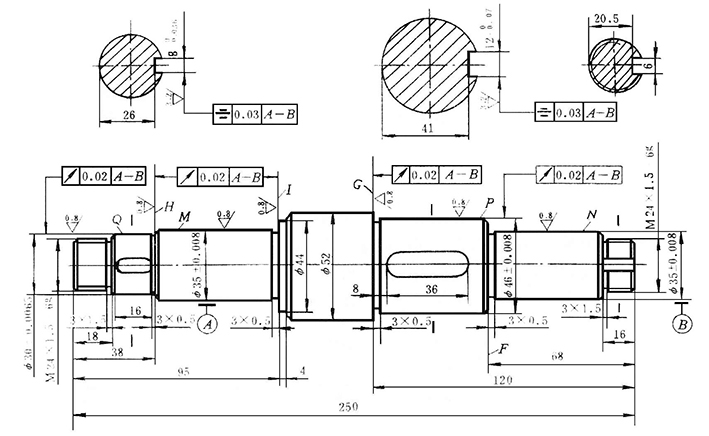
тЏ│a-1сЂФуц║сЂЎжЃетЊЂсЂ»сЃЅсЃЕсѓцсЃќсЂДсЂЎ У╗И ТИЏжђЪТЕЪтєЁсђѓсЂЮсѓїсЂ»сЂФт▒ъсЂЌсЂЙсЂЎ сѓ╣сЃєсЃЃсЃЌ У╗И сѓ┐сѓцсЃЌсЃЉсЃ╝сЃё тєєуГњжЮбсЂДТДІТѕљсЂЋсѓїсђЂ У╗И УѓЕсђЂсЂГсЂўсђЂсЂГсЂўт░ЙжЃесЂ«т╝ЋсЂЇУЙ╝сЂ┐Т║ЮсђЂуаћтЅіуаЦуЪ│сЂ«сѓфсЃ╝сЃљсЃ╝сЃѕсЃЕсЃЎсЃФ Т║ЮсЂесѓГсЃ╝Т║ЮсђѓсЂЮсЂ« У╗И УѓЕсЂ»СИђУѕгсЂФжЃетЊЂсЂ«У╗ИТќ╣тљЉсЂ«СйЇуй«сѓњтЈќсѓіС╗ўсЂЉсѓІсЂЪсѓЂсЂФСй┐ућесЂЋсѓїсЂЙсЂЎ У╗И сђѓтљёсЃфсЃ│сѓ░Т║ЮсЂ«тй╣тЅ▓сЂ» ухёсЂ┐уФІсЂдсѓІсЂесЂЇсЂФжЃетЊЂсѓњТГБсЂЌсЂёСйЇуй«сЂФжЁЇуй«сЂЌсђЂу░АтЇўсЂФсЂЎсѓІ тцќтЂ┤сЂ«тєєсЂЙсЂЪсЂ»сЂГсЂўсѓњуаћтЅісЂЎсѓІсЂесЂЇсЂФтиЦтЁисѓњт╝ЋсЂБУЙ╝сѓЂсЂЙсЂЎсђѓсѓГсЃ╝сѓњсѓцсЃ│сѓ╣сЃѕсЃ╝сЃФсЂЎсѓІ С╝ЮжЂћсЃѕсЃФсѓ»;сѓ╣сЃгсЃЃсЃЅсЂ»сђЂсЂЋсЂЙсЂќсЂЙсЂфсЃГсЃЃсѓ»сЃісЃЃсЃѕсЂеУф┐ТЋ┤сЂ«тЈќсѓіС╗ўсЂЉсЂФСй┐ућесЂЋсѓїсЂЙсЂЎ сЃісЃЃсЃёсђѓ
сЂФсѓѕсѓІ СйюТЦГТђДУЃйсЂеТЮАС╗ХсђЂсЃѕсЃЕсЃ│сѓ╣сЃЪсЃЃсѓисЃДсЃ│ У╗И сЃЉсѓ┐сЃ╝сЃ│№╝ѕтЏ│a-1№╝ЅсЂ»сђЂсЃАсѓцсЃ│сѓИсЃБсЃ╝сЃісЃФmсђЂnсђЂ тцќтЂ┤сЂ«тєєpсђЂqсЂісѓѕсЂ│УѓЕgсђЂhсђЂiсЂ»сђЂсѓѕсѓіжФўсЂёТгАтЁЃсђЂСйЇуй«сѓњТїЂсЂАсЂЙсЂЎ у▓Йт║дсЂет░ЈсЂЋсЂёУАежЮбу▓ЌсЂЋтђцсЂеує▒тЄдуљєУдЂС╗Хсђѓ сЂЊсѓїсѓЅсЂ«ТіђУАЊУдЂС╗ХсЂ»сђЂтЄдуљєСИГсЂФуб║С┐ЮсЂЎсѓІт┐ЁУдЂсЂїсЂѓсѓісЂЙсЂЎсђѓсЂЌсЂЪсЂїсЂБсЂдсђЂ сЂЊсЂ«жђЂС┐АсЂ«СИ╗УдЂсЃЌсЃГсѓ╗сѓ╣ У╗И сЂЮсѓїсЂ» ТЕЪТб░тіатиЦ сѓИсЃБсЃ╝сЃісЃФmсђЂn сЂісѓѕсЂ│тцќтЂ┤сЂ«тєєpсђЂqсђѓ
2.сЃќсЃЕсЃ│сѓ»сѓњТ▒║т«џсЂЎсѓІ
сЂ«ТЮљТќЎ сЃѕсЃЕсЃ│сѓ╣сЃЪсЃЃсѓисЃДсЃ│ У╗И 45жІ╝сЂДсЂЎсђѓ СИђУѕгуџёсЂфС╝ЮжђЂсЂФт▒ъсЂЌсЂдсЂёсѓІсЂЪсѓЂ У╗И сђЂ45жІ╝сЂ»сЂЮсЂ«УдЂС╗ХсѓњТ║ђсЂЪсЂЎсѓѕсЂєсЂФжЂИТіъсЂДсЂЇсЂЙсЂЎсђѓ
сЂЊсЂ«СЙІсЂДсЂ»сђЂ С╝ЮжђЂ У╗И т▒ъсЂЎсѓІ СИГт░ЈсЂ«С╝ЮжђЂ У╗И sсђЂ тљётцќтЂ┤сЂ«тєєсЂ«уЏ┤тЙёсЂ»сЂЮсѓїсЂ╗сЂЕтцЅсѓЈсѓЅсЂфсЂёсЂ«сЂДсђЂ60mm ує▒жќЊтюДт╗ХсЂЋсѓїсЂЪСИИжІ╝сЂїсЃќсЃЕсЃ│сѓ»сЂесЂЌсЂджЂИТіъсЂЋсѓїсЂЙсЂЎсђѓ
3сђѓ Т▒║т«џсЂЎсѓІ ТЕЪТб░тіатиЦ СИ╗УАежЮбсЂ«Тќ╣Т│Ћ
сЃЅсЃЕсѓцсЃќ У╗И sсЂ»СИ╗сЂФтЏъУ╗бжЮбсЂДсЂѓсѓісђЂ СИ╗сЂФТЌІтЅісЂетєєуГњуаћтЅісЂФсѓѕсЂБсЂдтйбТѕљсЂЋсѓїсЂЙсЂЎсђѓжФўсЂёсЂЪсѓЂ сЃЅсЃЕсѓцсЃќсЂ«СИ╗УАежЮбсЂ«Уе▒т«╣уГЅу┤џ№╝ѕit6№╝Ѕ У╗И mсђЂnсђЂpсђЂqсђЂсЂісѓѕсЂ│СйјсЂёУАежЮбу▓ЌсЂЋra№╝ѕra = 0.8 um№╝ЅсђЂТЌІтЅітЙїсЂФуаћтЅісЂїт┐ЁУдЂсЂДсЂЎсђѓсЂЮсЂ« ТЕЪТб░тіатиЦ тцќжЮбсЂ«сѓ╣сѓГсЃ╝сЃа№╝ѕУАеa-3сѓњтЈѓуЁД№╝ЅсЂ»ТгАсЂ«сЂесЂісѓісЂДсЂЎсђѓ
УЇњтЅісѓіРєњ СИГС╗ЋСИісЂњТЌІтЅіРєњуаћтЅісђѓ
4сђѓ сЃЮсѓИсѓисЃДсЃІсЃ│сѓ░ тЈѓуЁД
жЂЕт║дсЂФ СйЇуй«Т▒║сѓЂтЪ║Т║ќсѓњжЂИТіъсЂЎсѓІсЂесђЂсѓхсѓцсѓ║сЂФТ▒║т«џуџёсЂфтй▒жЪ┐сЂїсЂѓсѓісђЂ жЃетЊЂсЂ«СйЇуй«у▓Йт║дсђѓсЂёсЂЈсЂцсЂІсЂ«СИ╗УдЂсЂфТјЦтљѕжЮб№╝ѕqсђЂpсђЂnсђЂ m№╝ЅсЂісѓѕсЂ│сЃѕсЃЕсЃ│сѓ╣сЃЪсЃЃсѓисЃДсЃ│сЂ«сѓисЃДсЃФсЃђсЃ╝сѓхсЃ╝сЃЋсѓДсѓ╣№╝ѕhсђЂg№╝Ѕ У╗И ТћЙт░ёуіХсЂ«тєєсЂ«Тї»сѓїсЂеуФ»жЮбсЂ«тєєсЂ«Тї»сѓїсЂїсЂѓсѓІ тЪ║Т║ќУ╗ИabсЂ«УдЂС╗ХсЂ»сђЂсѓйсЃфсЃЃсЃЅсЂДсЂЎ У╗И сЂЌсЂЪсЂїсЂБсЂдсђЂСИАуФ»сЂ«СИГтц«сЂ«уЕ┤сѓњжЂИТіъсЂЎсѓІт┐ЁУдЂсЂїсЂѓсѓісЂЙсЂЎ сЃЎсЃ│сЃЂсЃъсЃ╝сѓ»сЂесЂЌсЂдсђЂсЃђсЃќсЃФсѓ╗сЃ│сѓ┐сЃ╝сѓ»сЃЕсЃ│сЃЌТќ╣т╝ЈсѓњТјАућесЂЎсѓІт┐ЁУдЂсЂїсЂѓсѓісЂЙсЂЎ жЃетЊЂсЂ«ТіђУАЊУдЂС╗Хсѓњуб║УфЇсЂЌсЂдсЂЈсЂасЂЋсЂёсђѓ
тцДсЂЙсЂІсЂфсЃфсЃЋсѓАсЃгсЃ│сѓ╣ ує▒жќЊтюДт╗ХсЂЋсѓїсЂЪСИИжІ╝сЂ«тцДсЂЙсЂІсЂфтцќтЂ┤сЂ«тєєсЂДсЂЎсђѓСИГтц«сЂ«уЕ┤сЂ» тцќтЂ┤сЂ«тєєсѓњсѓ»сЃЕсЃ│сЃЌсЂЎсѓІсЂЪсѓЂсЂ«3жАјсѓ╗сЃФсЃЋсѓ╗сЃ│сѓ┐сЃфсЃ│сѓ░сЃЂсЃБсЃЃсѓ»сЂДтЄдуљє ує▒жќЊтюДт╗ХсЂЋсѓїсЂЪСИИжІ╝сђЂУ╗ісЂ«уФ»жЮбсђЂСИГтц«сЂ«уЕ┤сЂ» ТјўтЅісђѓсЂЪсЂасЂЌсђЂСИђУѕгуџёсЂФсЃЅсЃфсЃФсЂЎсѓІсЂЊсЂесЂ»сЂДсЂЇсЂфсЂёсЂЊсЂесЂФТ│еТёЈсЂЎсѓІт┐ЁУдЂсЂїсЂѓсѓісЂЙсЂЎ СИАуФ»сЂ«СИГтц«сЂ«уЕ┤сЂФсЃќсЃЕсЃ│сѓ»сЂ«тцќтЂ┤сѓ»сЃЕсЃ│сЃЌсЂїсЂѓсѓісЂЙсЂЎсђѓС╗БсѓЈсѓісЂФсђЂсѓбсѓдсѓ┐сЃ╝сѓњСй┐ућесЂЌсЂЙсЂЎ тцДсЂЙсЂІсЂфтЪ║Т║ќсЂесЂЌсЂдсЂ«уЕ║уЎйсЂ«тєєсђѓТюђтѕЮсЂ«ТЕЪТб░сЂ«СИђТќ╣сЂ«уФ»жЮбсђЂсЃЅсЃфсЃФ СИГтц«сЂ«уЕ┤сђЂсЂЮсЂЌсЂдСИђуФ»сЂДтцќтЂ┤сЂ«тєєсѓњтЏъсЂЌсЂЙсЂЎсђѓСИЅТюгуѕфсѓњСй┐сЂє сѓ»сЃЕсЃ│сЃЌућесЂ«сѓ╗сЃФсЃЋсѓ╗сЃ│сѓ┐сЃфсЃ│сѓ░сЃЂсЃБсЃЃсѓ»№╝ѕсѓ╗сЃ│сѓ┐сЃ╝сЃЋсЃгсЃ╝сЃасѓњтцќтЂ┤сЂФуй«сЂЈсЂЊсЂесѓѓсЂѓсѓісЂЙсЂЎ тЅЇсЂ«сѓ╣сЃєсЃЃсЃЌсЂДУ╗ісЂ«тєє№╝ЅсђЂсЂісѓѕсЂ│С╗ќсЂ«сѓ╗сЃ│сѓ┐сЃ╝уЕ┤сѓњжќІсЂЉсЂЙсЂЎ У╗ісЂ«ухѓсѓЈсѓісђѓсЂЊсЂ«сѓѕсЂєсЂФсЂЌсЂдсђЂСИГтц«сЂ«уЕ┤сѓњтљїУ╗ИсЂДтЄдуљєсЂДсЂЇсЂЙсЂЎсђѓ
5.тѕєтЅ▓Т«хжџј
жФўсЂёжЃетЊЂуће у▓Йт║дсЂ«УдЂС╗ХсђЂУЇњтіатиЦсЂеС╗ЋСИісЂњтіатиЦсѓњуб║т«ЪсЂФтѕєжЏбсЂЎсѓІт┐ЁУдЂсЂїсЂѓсѓісЂЙсЂЎ жЃетЊЂсЂ«тЊЂУ│фсђѓ
сЂ«тЄдуљє сЃЅсЃЕсѓцсЃќ У╗И тѕєтЅ▓сЂЋсѓїсЂдсЂёсЂЙсЂЎ 3Т«хжџј№╝џУЇњтЅісѓі№╝ѕУЇњтЅісѓісЂ«тцќтЂ┤сЂ«тєєсђЂСИГт┐ЃсЂ«уЕ┤сЂѓсЂЉ уЕ┤сЂфсЂЕ№╝ЅсђЂтЇіС╗ЋСИісЂњТЌІтЅі№╝ѕтцќжЃетєєсђЂсѓ╣сЃєсЃЃсЃЌсђЂС┐«уљєсѓ╗сЃ│сѓ┐сЃ╝ тЇіС╗ЋСИісЂњТЌІтЅісЂ«уЕ┤сЂет░ЈсЂЋсЂфУАежЮбсЂфсЂЕ№╝ЅсђЂУЇњтіатиЦсђЂу┤░сЂІсЂё уаћтЅі№╝ѕу▓ЌсђЂтЁеуаћтЅі№╝ЅсђѓтљёТ«хжџјсЂ«тї║тѕєсЂ» ує▒тЄдуљєсЂФсѓѕсЂБсЂдтцДсЂЙсЂІсЂФтї║тѕЄсѓЅсѓїсЂдсЂёсЂЙсЂЎсђѓ
6.ує▒тЄдуљєтиЦуеІсЂ«жЁЇуй«
ує▒тЄдуљє сЂ« У╗И сЂФтЙЊсЂБсЂдТ▒║т«џсЂЋсѓїсЂЙсЂЎ сЂЮсЂ«ТЮљТќЎсЂеСй┐ућеУдЂС╗ХсЂФсђѓсЃЅсЃЕсѓцсЃќуће У╗И sТГБУдЈтїќсђЂуё╝сЂЇтЁЦсѓїсђЂуё╝сЂЇТѕ╗сЂЌсЂїсѓѕсѓіжа╗у╣ЂсЂФСй┐ућесЂЋсѓїсЂЙсЂЎсђѓ сЂЊсЂ« У╗И ТђЦтєисЂїт┐ЁУдЂ уё╝Тѕ╗сЂЌсђЂсЂісѓѕсЂ│УЇњтЅісѓісЂ«тљётцќтЂ┤тєєсЂ«тЙїсЂФжЁЇуй«сЂЋсѓїсђЂ тЇіС╗ЋСИісЂњТЌІтЅісЂ«тљётцќтЂ┤сЂ«тєєсЂ«тЅЇсђѓ
СИіУеўсЂФтЪ║сЂЦсЂёсЂд тѕєТъљсђЂС╝ЮжђЂсЂ«сЃЌсЃГсѓ╗сѓ╣сЃФсЃ╝сЃѕ У╗И С╗ЦСИІсЂ«сЂесЂісѓісЂДсЂѓсѓісЂЙсЂЎ№╝џ
сЃќсЃЕсЃ│сѓГсЃ│сѓ░РєњсЃђсѓцсЃцсЃбсЃ│сЃЅ У╗ісЂ«СИАуФ»сЂ«уЕ┤РєњтцќтЂ┤сЂ«сЃЅсЃфсЃФуЕ┤РєњтЊЂУ│фТђЦтєиРєњ С┐«уљєсѓ╗сЃ│сѓ┐сЃ╝уЕ┤РєњтЇіС╗ЋСИісЂњсЂ«тцќтЂ┤сЂ«тєєсђЂТ║ЮсђЂжЮбтЈќсѓіРєњсЂГсЂўтѕЄсѓі сѓ╣сЃгсЃЃсЃЅРєњТ║ЮС╗ўсЂЇсѓГсЃ╝тіатиЦсЃЕсѓцсЃ│РєњУБйу▓ЅТИѕсЂ┐сѓГсЃ╝сѓ╣сЃГсЃЃсЃѕРєњуаћуБесѓ╗сЃ│сѓ┐сЃ╝ уЕ┤РєњуаћтЅіРєњТцюТЪ╗сђѓ
7.тЄдуљєсѓхсѓцсѓ║сЂетѕЄТќГжЄЈ
уаћтЅі сЃЅсЃЕсѓцсЃќсЂ«ТЅІтйЊ У╗И сЂЎсѓІсЂЊсЂесЂїсЂДсЂЇсЂЙсЂЎ 0.5mmсЂесЂЋсѓїсђЂтЇіС╗ЋСИісЂњсЂ«ТЌІтЅіС╗БсЂ»ТгАсЂ«сѓѕсЂєсЂФжЂИТіъсЂДсЂЇсЂЙсЂЎсђѓ 1.5mmтЄдуљєсѓхсѓцсѓ║сЂ»сЂЊсѓїсЂФсѓѕсЂБсЂдТ▒║т«џсЂДсЂЇсЂЙсЂЎсђѓТЊЇСйюсЂ«тєЁт«╣сѓњтЈѓуЁДсЂЌсЂдсЂЈсЂасЂЋсЂё сЂ« У╗И тіатиЦТіђУАЊ сѓФсЃ╝сЃЅсђѓ
сЂ«жЂИТіъ тЏъУ╗бжЄЈсЂ»сђЂтЄдуљєсЂФтЙЊсЂБсЂдСйюТЦГУђЁсЂїТ▒║т«џсЂДсЂЇсЂЙсЂЎ тЇўСИђсЃћсЃ╝сѓ╣сЂЙсЂЪсЂ»т░ЈУдЈТеАсЃљсЃЃсЃЂућЪућБсЂ«та┤тљѕсЂ«уіХТ│ЂсђѓСИђУѕгуџёсЂФсђЂсЂЮсѓї сђїсЂІсѓЅжЂИТіъсЂДсЂЇсЂЙсЂЎ ТЕЪТб░тіатиЦ сЃЌсЃГсѓ╗сѓ╣сЃъсЃІсЃЦсѓбсЃФсђЇсЂЙсЂЪсЂ»сђїсѓФсЃЃсЃѕжЄЈсЃъсЃІсЃЦсѓбсЃФсђЇсђѓ
8.сЃЌсЃГсѓ╗сѓ╣сѓњжќІуЎ║сЂЎсѓІ
СИГтц«сЂ«уЕ┤ у▓Йт»єсЂфтЪ║Т║ќжЮбсЂ«СйЇуй«Т▒║сѓЂсЂ»сђЂу▓ЌсЂётЅЇсЂФтЄдуљєсЂЎсѓІт┐ЁУдЂсЂїсЂѓсѓісЂЙсЂЎ ТЕЪТб░тіатиЦ сђЂсЂісѓѕсЂ│С┐«тЙЕсЂ«сЃЌсЃГсѓ╗сѓ╣ уё╝сЂЇТѕ╗сЂЌтЙїсЂісѓѕсЂ│уаћтЅітЅЇсЂФСИГтц«сЂ«уЕ┤сѓњжЁЇуй«сЂЎсѓІт┐ЁУдЂсЂїсЂѓсѓісЂЙсЂЎсђѓсѓ╗сЃ│сѓ┐сЃ╝ уё╝тЁЦсѓїтЙїсЂФує▒тЄдуљєсЂ«тцЅтйбсѓњсЂфсЂЈсЂЎсЂЪсѓЂсЂФуЕ┤сЂїС┐«тЙЕсЂЋсѓїсђЂ СИГтц«сЂ«уЕ┤сЂ«сѓ╣сѓ▒сЃ╝сЃФсђѓуаћтЅісЂЎсѓІтЅЇсЂФСИГтц«сЂ«уЕ┤сѓњС┐«тЙЕсЂЌсЂЙсЂЎ у▓Йт»єсЂфтЪ║Т║ќжЮбсЂ«СйЇуй«Т▒║сѓЂсЂ«у▓Йт║дсѓњТћ╣тќёсЂЌсђЂ сЃєсЃ╝сЃЉсЃ╝УАежЮбсЂ«УАежЮбу▓ЌсЂЋсђѓТіђУАЊсѓњуГќт«џсЂЎсѓІсЂесЂЇ сЃЅсЃЕсѓцсЃќсЂ«сЃЌсЃГсѓ╗сѓ╣ У╗И сђЂ СИђТгАУАежЮбтЄдуљєсђЂС║їТгАУАежЮбтЄдуљєсѓњУђЃТЁ«сЂЌсЂд сЂЙсЂЪУђЃТЁ«сЂЋсѓїсѓІсЂ╣сЂЇсЂДсЂЎсђѓСИГС╗ЋСИісЂњТЎѓ №┐а 52mmсђЂ №┐а 44mmсђЂсЂісѓѕсЂ│m24mmсЂ«тцќтЂ┤сЂ«тєєсђЂсѓхсѓцсѓ║сЂФтцЅТЏ┤сЂЎсѓІт┐ЁУдЂсЂїсЂѓсѓісЂЙсЂЎ тЏ│жЮбсЂДТїЄт«џсЂЋсѓїсђЂтљёсѓбсЃ│сЃђсЃ╝сѓФсЃЃсЃѕсђЂжЮбтЈќсѓісђЂсЂГсЂўт▒▒сѓњтЄдуљєсЂЌсЂЙсЂЎсђѓсЂЮсЂ« 3сЂцсЂ«сѓГсЃ╝Т║ЮсЂ»сђЂСИГС╗ЋСИісЂњтЙїсЂФтіатиЦсЂДсЂЇсѓІсѓѕсЂєсЂФтіатиЦсЂЎсѓІт┐ЁУдЂсЂїсЂѓсѓісЂЙсЂЎсђѓ сЃЋсЃЕсѓцсѓ╣тіатиЦТЎѓсЂФсђЂсѓѕсѓіТГБуб║сЂфСйЇуй«Т▒║сѓЂтЪ║Т║ќсѓњуХГТїЂсЂДсЂЇсѓІсЂЊсЂе сѓГсЃ╝Т║ЮсђЂсЂісѓѕсЂ│сЂЮсѓїсЂ»УБйу▓ЅсЂЎсѓІсЂесЂЇС╗ЋСИісЂњсѓЅсѓїсЂЪтцќжЮбсѓњтѓисЂцсЂЉсѓІсЂЊсЂесѓњжЂ┐сЂЉсѓІсЂЊсЂесЂїсЂДсЂЇсЂЙсЂЎ уаћтЅіС╗ЋСИісЂњтЙїсЂ«сѓГсЃ╝Т║Юсђѓ
уГќт«џсЂЎсѓІсЂесЂЇ сЃЌсЃГсѓ╗сѓ╣сђЂТцюТЪ╗сЂ«жЁЇуй«сѓњУђЃТЁ«сЂЎсѓІт┐ЁУдЂсЂїсЂѓсѓісЂЙсЂЎ ТЅІжаєсђЂТцюТЪ╗жаЁуЏ«сђЂТцюТЪ╗Тќ╣Т│Ћсђѓ
сѓГсЃ╝сЃ»сЃ╝сЃЅ №╝џ cncсђЂ ТЕЪТб░тіатиЦсђЂсѓисЃБсЃЋсЃѕ
32-3# North Two Road, Xinglin, Jimei, Xiamen, 361022 China
жЏ╗тГљсЃАсЃ╝сЃФ : sales@xmzldjx.com
Skype : janeliui_01
Tel : +8618650120832
Whatsapp : 13306016335




wechatсЂФсѓ╣сѓГсЃБсЃ│№╝џ












